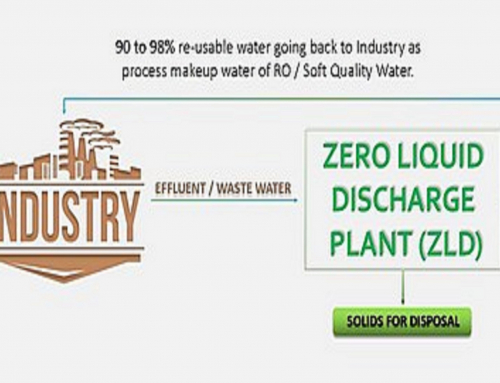
Gli impianti industriali che operano sistemi di desalinizzazione, separazione a membrana e riutilizzo dell’acqua generano spesso correnti di salamoia altamente concentrate. Tali correnti contengono elevate quantità di sali disciolti e risultano difficili da scaricare a causa delle normative ambientali. Le tecnologie di scarico liquido quasi zero (Near-Zero Liquid Discharge, ZLD) sono pertanto sempre più adottate per minimizzare i rifiuti liquidi, recuperare risorse di valore e ridurre l’impatto ambientale.
Questo studio presenta un processo ZLD avanzato basato sull’elettrodialisi metatesi (Electrodialysis Metathesis, EDM) per il trattamento di acque reflue industriali ad alta salinità. L’approccio proposto si concentra sulla separazione efficiente dei sali, sul recupero dell’acqua e sulla prevenzione della formazione di incrostazioni durante l’esercizio.
1. La sfida delle acque reflue ad alta salinità
1.1 Le fonti delle salamoie industriali
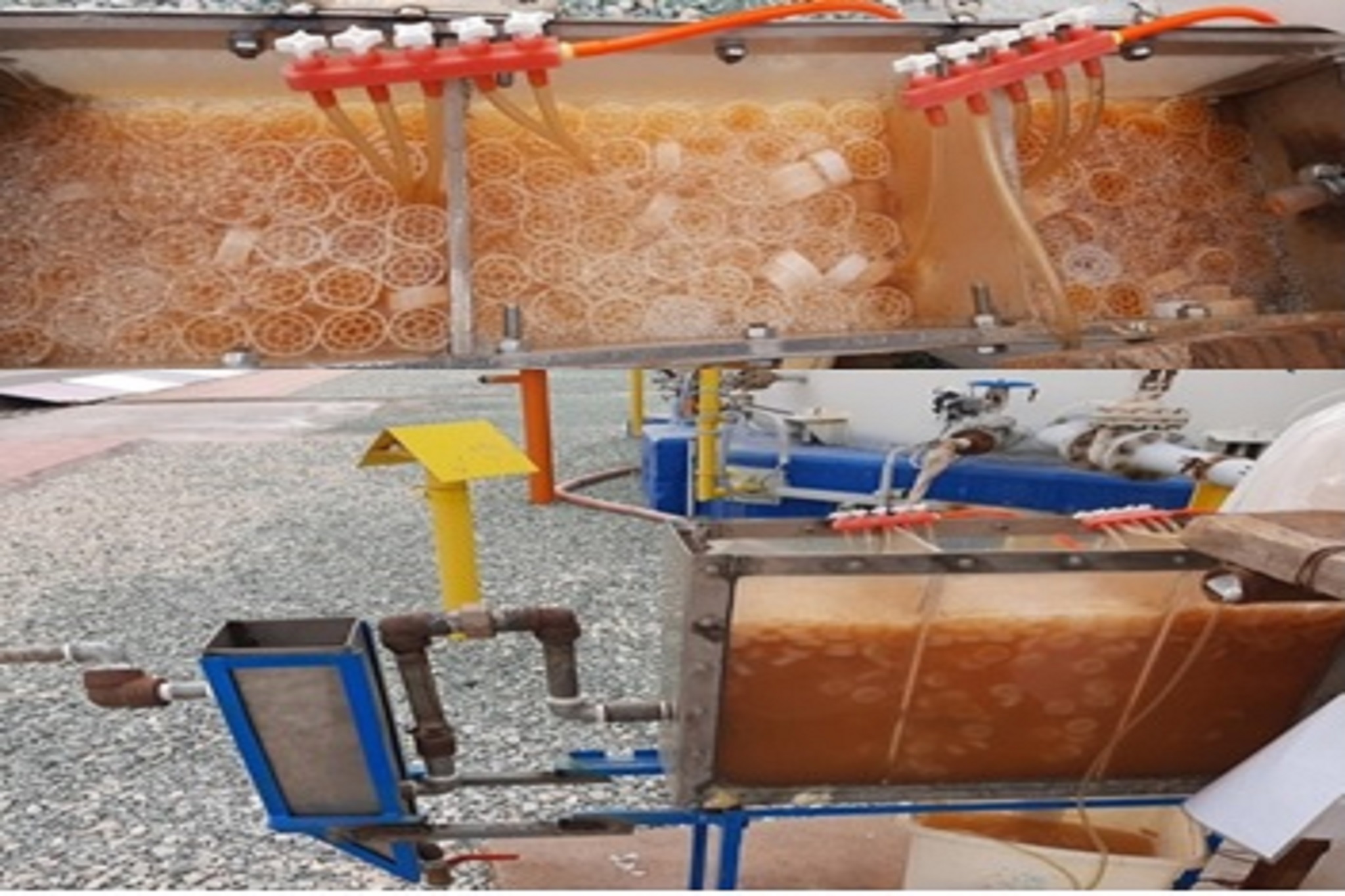
Le salamoie industriali originano tipicamente da processi specifici, tra cui:
- Flussi di rigetto di osmosi inversa (RO) e nanofiltrazione (NF)
- Processi industriali di desalinizzazione
- Sistemi di riutilizzo e riciclo dell’acqua
1.2 La composizione ionica e difficoltà di scarico
Queste acque reflue contengono elevate concentrazioni di ioni sodio, calcio, magnesio, cloruro e solfato. Un carico minerale così elevato rende lo scarico diretto o il trattamento convenzionale difficili e costosi per gli operatori industriali.
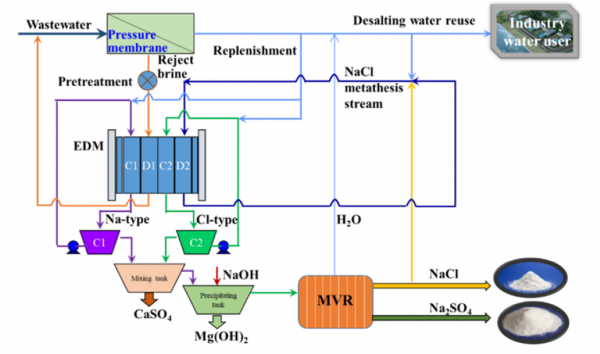
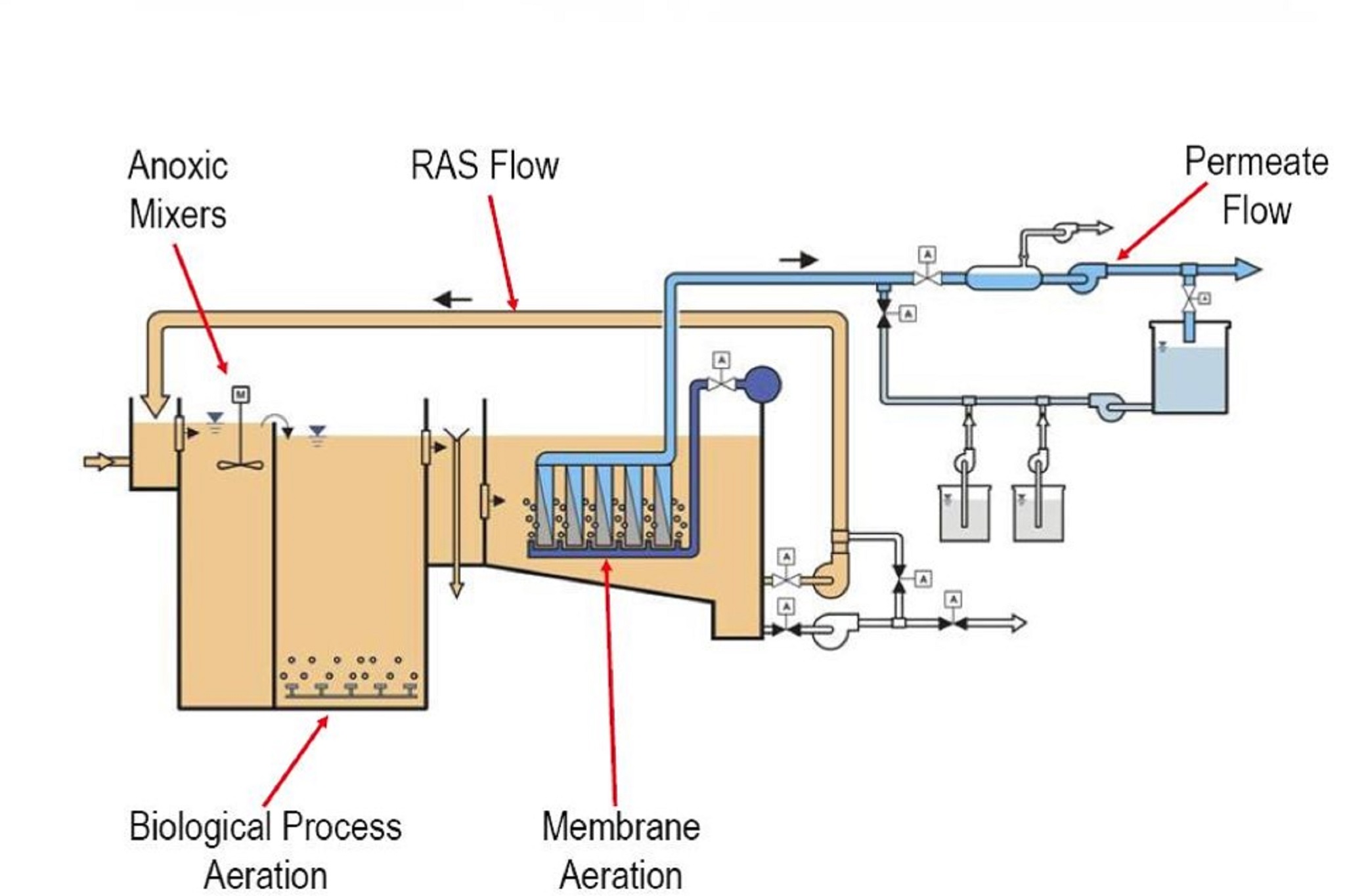
2. L’elettrodialisi metatesi (EDM) come soluzione ZLD
2.1 I principi di funzionamento del processo EDM
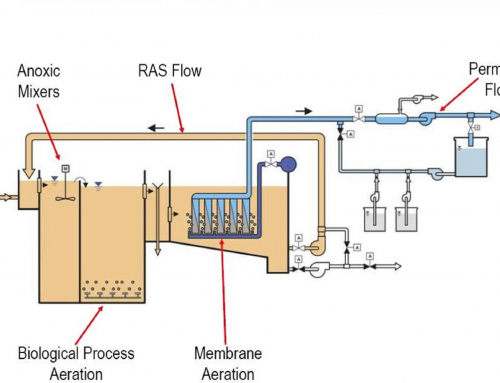
L’elettrodialisi metatesi (EDM) è un processo a membrana azionato elettricamente che consente lo scambio e la separazione selettiva degli ioni. A differenza dell’elettrodialisi convenzionale, l’EDM riorganizza le specie ioniche trasformando i sali soggetti a incrostazione in forme più gestibili.
2.2 Le caratteristiche operative principali
Le principali caratteristiche dell’EDM identificate in questo studio includono:
- Separazione efficiente di ioni monovalenti e bivalenti.
- Conversione di sali problematici in prodotti recuperabili.
- Stabilità operativa in condizioni di elevata salinità.
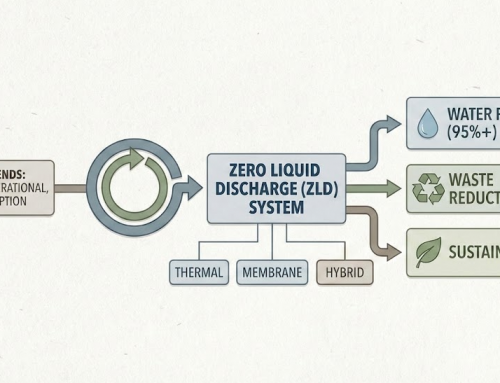
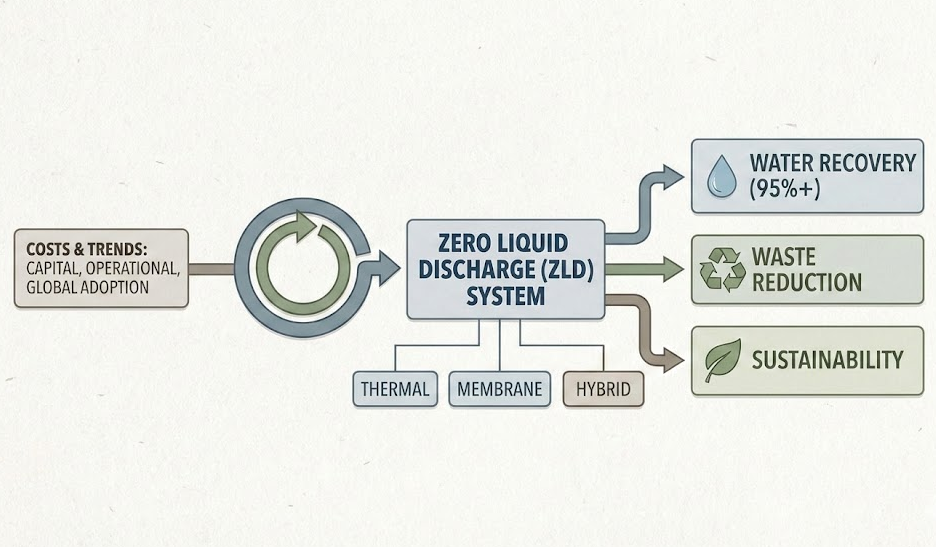
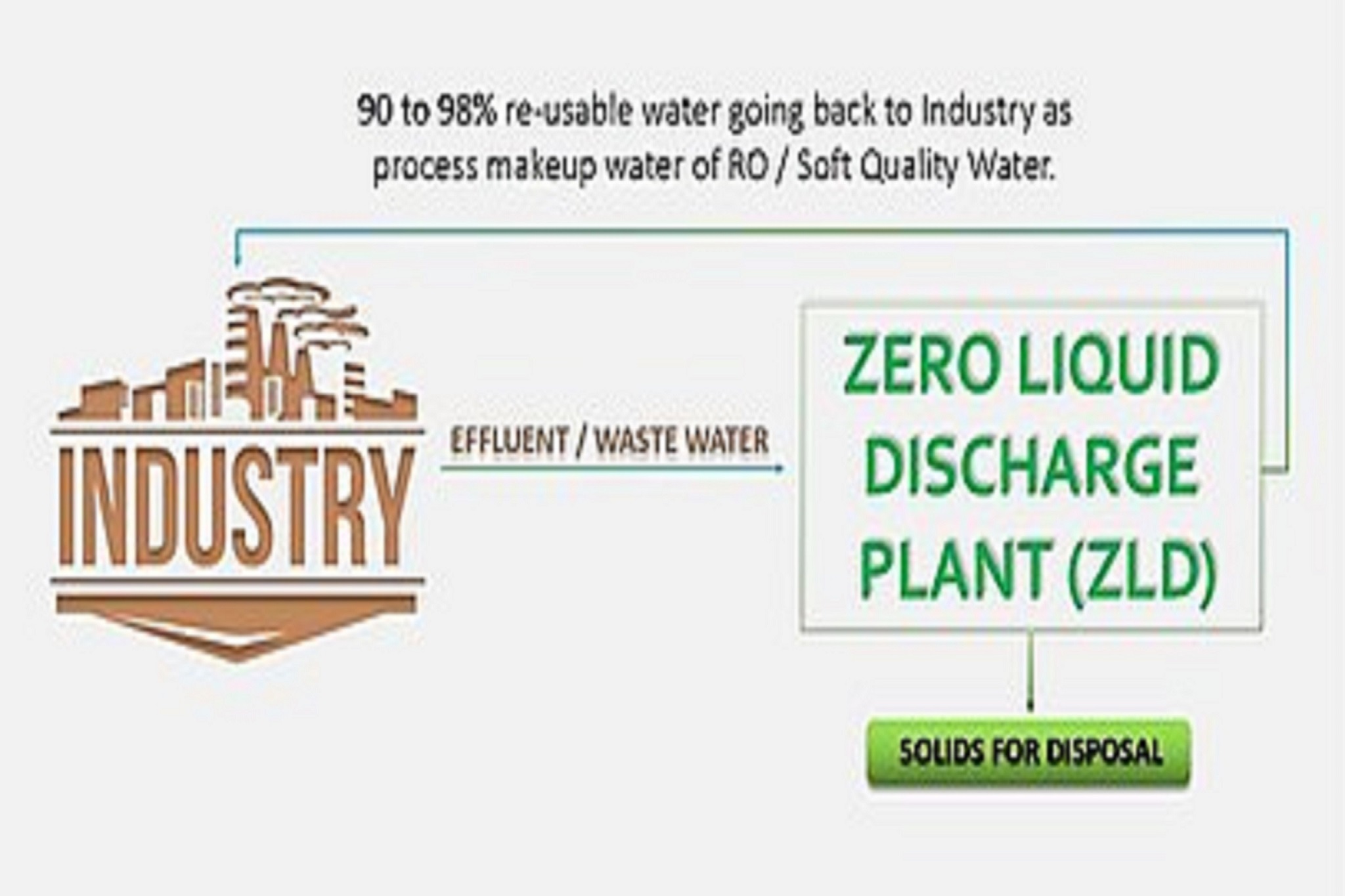
3. Le prestazioni dello Scarico Liquido Zero
3.1 La riduzione del volume dei rifiuti
Il processo integrato basato su EDM ha raggiunto una significativa riduzione del volume dei rifiuti liquidi. Minimizzando l’effluente liquido finale, il processo porta il sistema molto vicino allo scarico liquido zero, soddisfacendo severi requisiti ambientali e normativi.
3.2 Il recupero dell’acqua e generazione di sottoprodotti
Il sistema consente il recupero di correnti d’acqua riutilizzabili e la produzione di sottoprodotti salini solidi o concentrati, in sostituzione dello scarico liquido.
4. Il controllo dell’incrostazione e stabilità operativa
4.1 La gestione di calcio e magnesio
Una delle principali sfide nel trattamento delle acque reflue ad alta salinità è l’incrostazione causata dai sali di calcio e magnesio. Lo studio dimostra che l’EDM controlla efficacemente la formazione di incrostazioni e previene l’intasamento delle membrane e l’instabilità operativa.
4.2 L’affidabilità industriale
Questo controllo è fondamentale per le applicazioni industriali, dove i tempi di fermo impianto e i costi di manutenzione devono essere minimizzati, consentendo un funzionamento affidabile e di lungo termine.
5. La rilevanza industriale e applicazioni
5.1 Gli impianti idonei
Da un punto di vista pratico e industriale, il processo ZLD proposto è adatto a impianti di desalinizzazione, strutture di riutilizzo dell’acqua industriale, industrie chimiche e di processo, nonché impianti soggetti a stringenti limitazioni allo scarico.
5.2 Gli obiettivi strategici
La tecnologia supporta:
- Recupero e riutilizzo dell’acqua.
- Recupero dei sali e valorizzazione delle risorse.
- Riduzione dell’impronta ambientale.
6. I vantaggi e gli svantaggi dei sistemi ZLD basati su EDM
I vantaggi includono un’elevata efficienza nel trattamento di acque reflue ipersaline, un minor consumo di prodotti chimici rispetto ai processi termici, un ridotto rischio di incrostazione, una progettazione modulare e flessibile del sistema e la compatibilità con i processi a membrana esistenti.
Gli svantaggi (come implicitamente suggerito dalla complessità del processo) comprendono la necessità di un controllo elettrico preciso e la gestione di specifiche riorganizzazioni ioniche, che possono richiedere soluzioni ingegneristiche più sofisticate rispetto ai sistemi RO standard.
7. Le conclusioni
Questo studio dimostra che l’elettrodialisi metatesi è una tecnologia robusta ed efficiente per il trattamento a scarico liquido quasi nullo di acque reflue industriali ad alta salinità. Combinando separazione dei sali, recupero dell’acqua e controllo dell’incrostazione, i sistemi ZLD basati su EDM offrono una soluzione sostenibile per le industrie che mirano a minimizzare lo scarico delle acque reflue e massimizzare il recupero delle risorse.
Le fonti delle immagini e degli articoli utilizzati per scrivere questo testo sono disponibili in questo file scaricabile: Clicca qui!



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}